
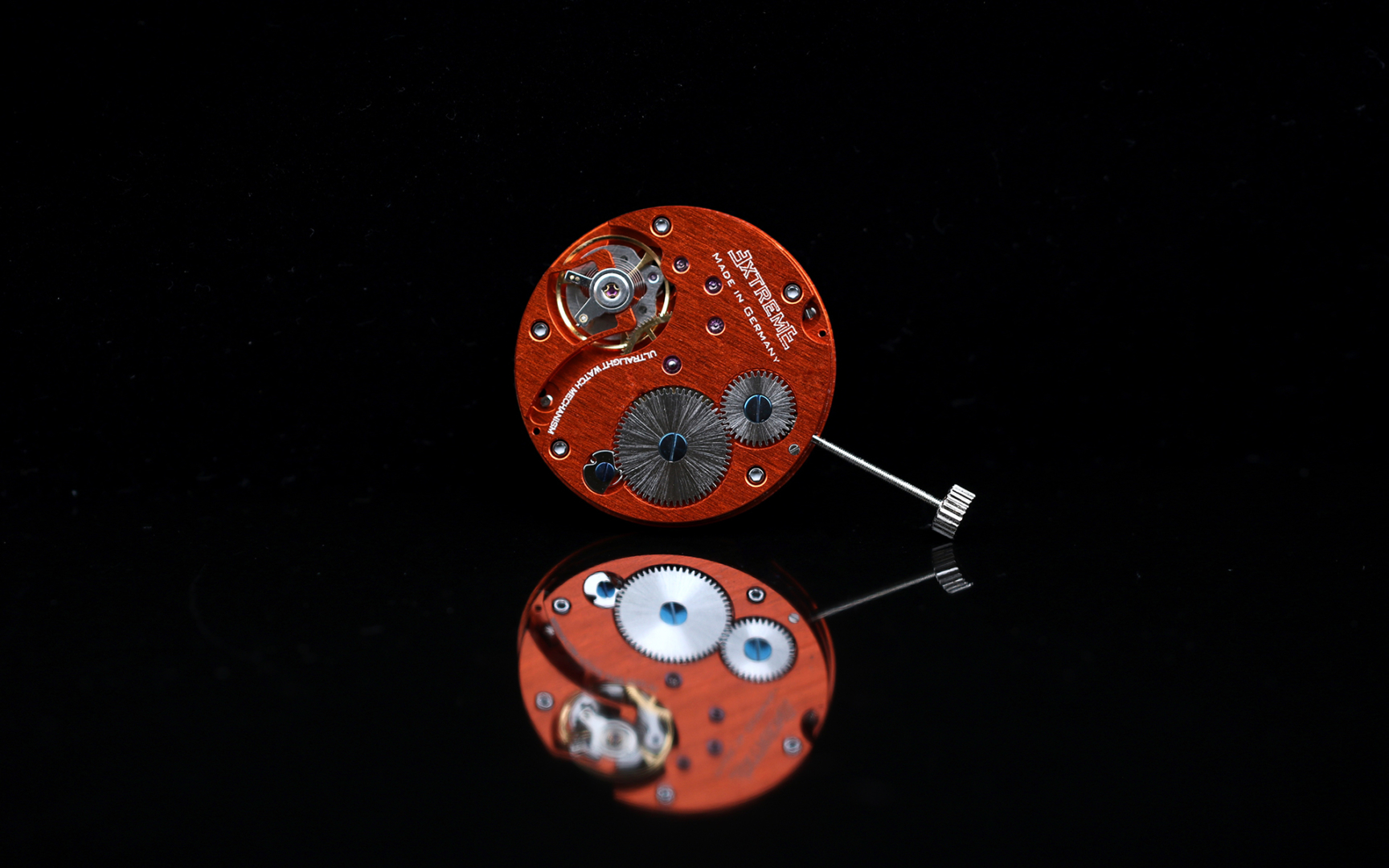
Movement.

As of today, there’re no other microbrands in the watch industry which would use the hardened aluminum to produce all bridges and the plates of the movement, no one is yet taking the advantage of the high-performance characteristics of this material.
It is perfect in point of weight and strength, free of tensions and temperature tests ‘results are more than satisfying. But for aluminum to be a strong construction material, it needs to be mixed with small amounts of other metals. When mixed in appropriate portions, aluminum’s strength can equal that of steel, yet its weight is still only one-third of the weight of steel. Our ultramodern hi-tech aluminum delivers perfect results in colors and design aspects, it‘s being widely used in the automotive field exactly because of its advantageous characteristics and peerless performance.
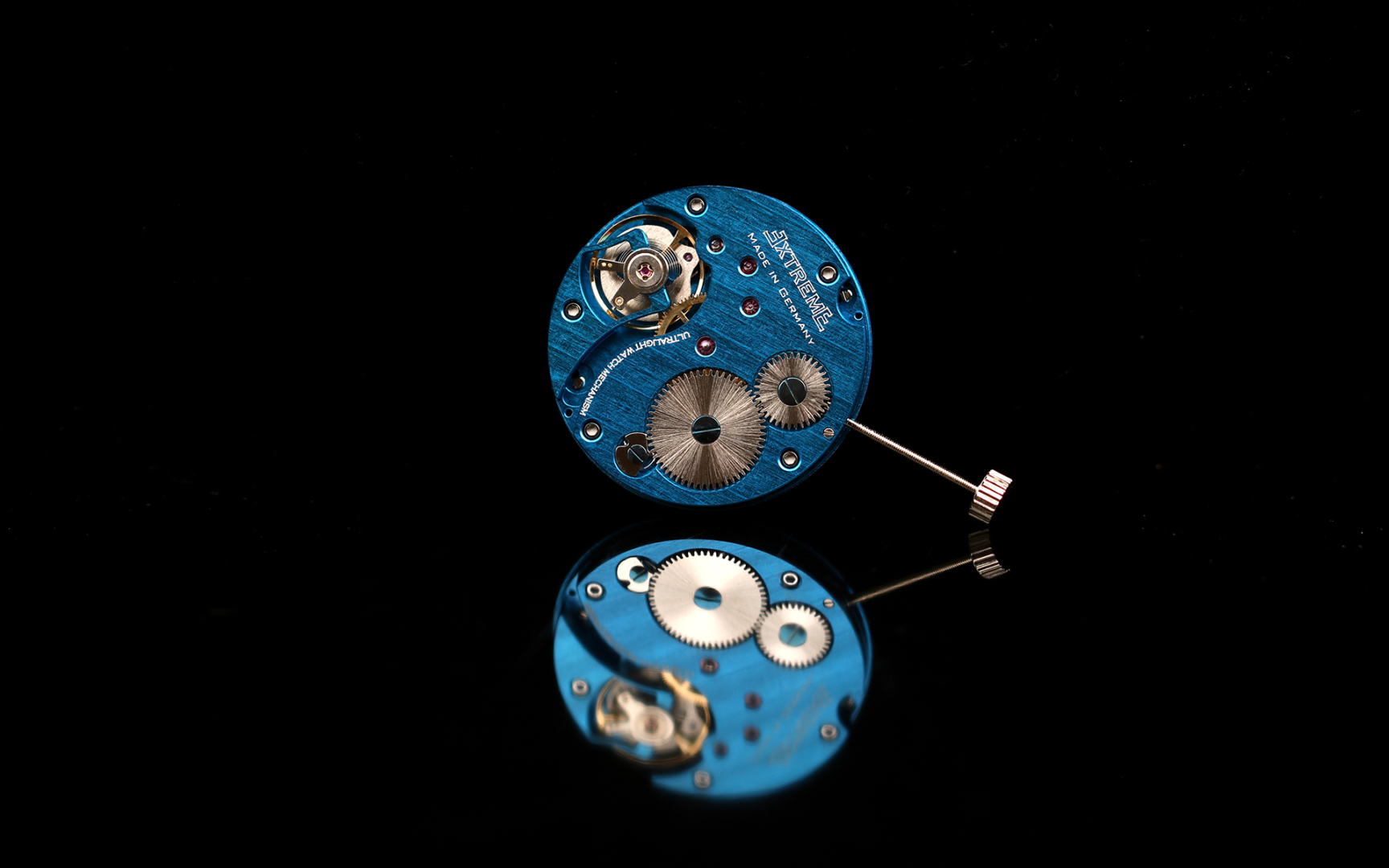
ANODIZING PROCESS.
Using it for creating an ultralight watch mechanism is a pure innovation for the watch industry. In other words, aluminum is truly the material of today – and tomorrow. In the Car Aston Martin, Lotus, Jaguar or Audi are cocooned in an aluminum space frame. Drivers’ safety is also likely to depend on it, airbag deployment doors, side impact members and crash management systems made from aluminum. Anodized aluminum is now fashionable as a design statement in car interiors with many interior finishes and accessories exhibiting that brushed silver appearance of anodized aluminum –scratch resistance, ease of cleaning and recyclability being additional benefits.
There are normally four stages in the process: pre-treatment, anodizing, coloring (where required) and sealing. The electrolytic process takes place once the metal surface has received the appropriate mechanical or chemical pre-treatment and has been thoroughly cleaned. The profile is connected to a direct current source and becomes the anode (hence anodizing). An electrolytic cell is formed. Dilute Sulphur acid at room temperature is normally used as the electrolyte. During electrolysis, the surface of the metal is oxidized. The process continues until the desired layer thickness (usually 5 – 25 μm) is reached.
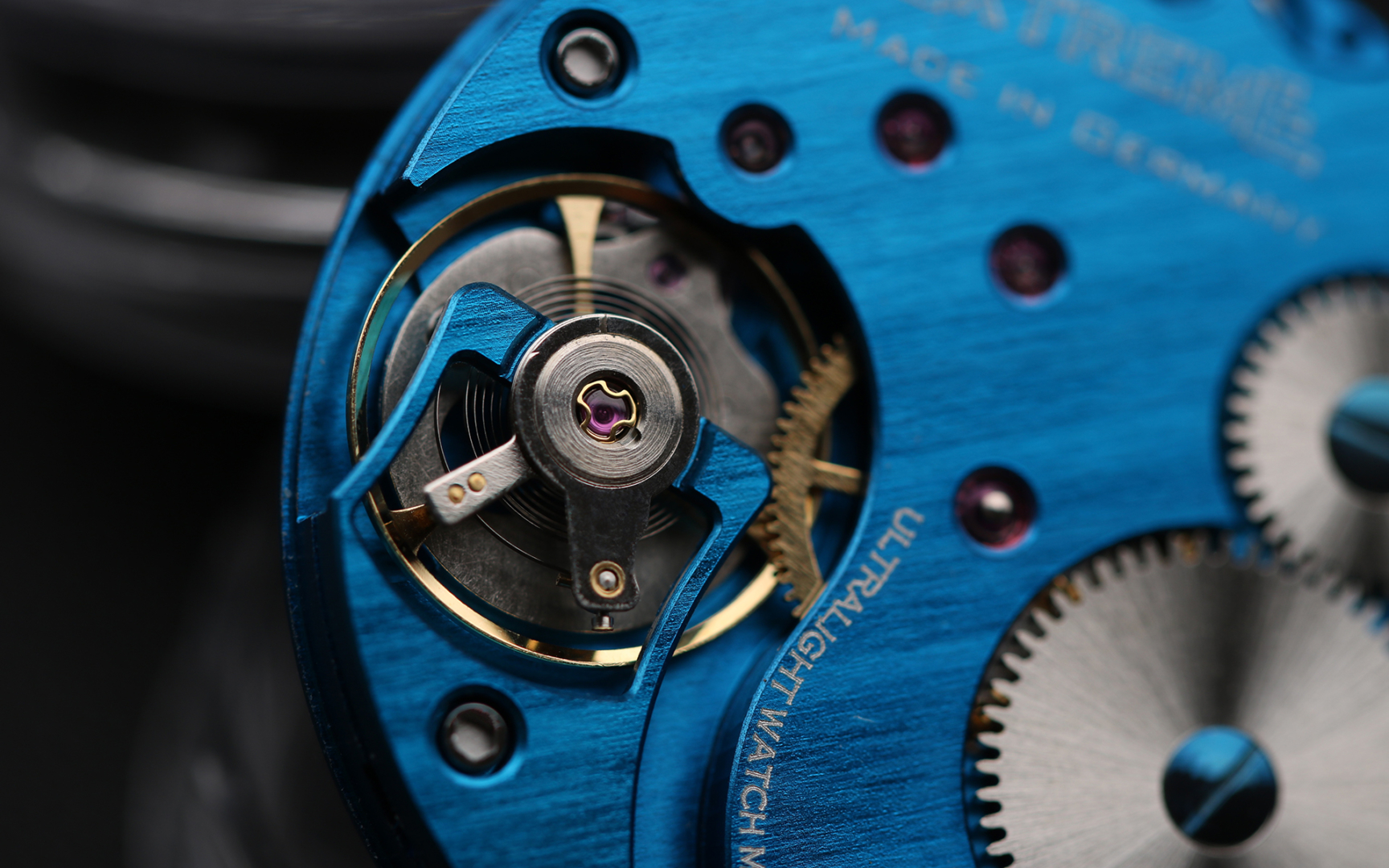
HARDENED ALUMINUM’S FEATURES
One of the best-known properties of aluminum is that it is light, with a density one third that of steel, 2,700 kg/m3.
The low density of aluminum accounts for it being lightweight but this does not affect its strength
Aluminum alloys commonly have tensile strengths of between 70 and 700 MPa. Unlike most steel grades, aluminum does not become brittle at low temperatures. Instead, its strength increases.
Aluminum is easily worked using most machining methods – milling, drilling, cutting, punching, bending, etc.
Aluminum is an excellent conductor of heat and electricity.An aluminum conductor weighs approximately half as much as a copper conductor having the same conductivity.
Aluminum reacts with the oxygen in the air to form an extremely thin layer of oxide.This layer is dense and provides excellent corrosion protection.The layer is self-repairing if damaged.Anodizing increases the thickness of the oxide layer and thus improves the strength of the natural corrosion protection.Anodizing creates a decorative surface with durable color and gloss. Aluminum is extremely durable in neutral and slightly acid environments.
Aluminum is a non-magnetic (actually paramagnetic) material.To avoid interference of magnetic fields aluminum is often used in magnet X-ray devices.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Latest News
 MONTRES ET TENDANCE: Torsten Nagengast Timeline I-16 Aviator 194423. November 2019 - 04:43
MONTRES ET TENDANCE: Torsten Nagengast Timeline I-16 Aviator 194423. November 2019 - 04:43- TNT Torsten Nagengast at watch festival in Łódź 2017!27. August 2017 - 16:53
- Hands on – The TNT Paladin, exquisite with limited availability30. July 2017 - 16:40
 Time transformed: Torsten Nagengast Timeline i16 Aviator Basic pilot’s watch5. April 2017 - 04:19
Time transformed: Torsten Nagengast Timeline i16 Aviator Basic pilot’s watch5. April 2017 - 04:19- TNT NAVIGATOR 1939: A TRIBUTE TO THE GERMAN B-UHR28. February 2017 - 16:27